摘 要:针对汽车底盘件结构耐久分析中存在的效率低、一致性差的问题,建立了分析流程自动化系统。在载荷分解方面,基于多体动力学、统计学等原理,开发了载荷快速转化、结果自动校核等算法,建立了载荷求解及结果后处理的自动化系统。在有限元分析方面,基于二次开发技术、视图变换等原理,提出了自动建模、批量后处理等算法,建立了有限元分析全流程的自动化系统。基于流程自动化系统进行底盘件分析时,载荷分解效率提高了91%,有限元平均分析效率提高47%,在大幅缩短工作周期的同时规避了人为错误的影响,使分析结果的一致性得到充分保证。利用该系统进行某车型动力总成悬置支架的优化,在10 d时间内完成7版数据的优化迭代,使问题得到快速整改,验证了所开发系统的高效性和实用性。
关 键 词:载荷分解;结构耐久分析;流程自动化;悬置支架优化
以有限元理论为基础的CAE仿真技术在汽车结构耐久性能开发过程中发挥了重要作用,但一款车型的开发往往需要4~5轮分析才能达到设计目标,且单轮分析一般会包含几百个分析子项。据统计,在设计方案的分析、优化过程中,工程师平均要花费约80%的时间用于建模、求解、后处理和撰写分析报告等多个操作步骤,真正用于产品改进的时间只占整个研发周期的20%左右。这种情况一方面会降低分析效率、增加人为错误;另一方面,参数设置难以统一,不同工程师得出的分析结果的一致性难以保证[1]。
目前,将分析流程固化、开发有限元分析流程的自动化系统已经成为解决上述问题的主要途径,这也是CAE领域的重要发展方向之一。王超[2]在研究现有操作方法的基础上开发了前门下垂刚度、自由模态等自动分析系统,在某微型车上进行了校核;苏占龙等[3]设计了一套完全流程自动化的钣金件抗凹性分析前处理平台,将分析效率提高了92.8%;丁涛等[4]编写了客车侧翻分析的自动化流程工具,通过对比6名员工的手动操作时间,证明使用流程自动化方法可将分析时间减少62.23%~73.38%;张世友[5]开发了悬架零部件的CAE自动分析系统,涉及几何清理、模态分析和强度分析等,使工作效率大为提高。吴小杰等[6]开发了半舱托架模态的CAE自动化分析工具,并对该工具的可行性和实用性进行了验证。
本文针对汽车底盘件的结构耐久性能,通过开发算法和编写代码的方式,建立了能快速完成载荷分解和有限元分析各操作步骤的流程自动化系统,实现工作效率和结果一致性的显著提升。通过某车型动力总成悬置支架的优化问题,对该系统的有效性进行了验证。
1 流程自动化系统总体框架
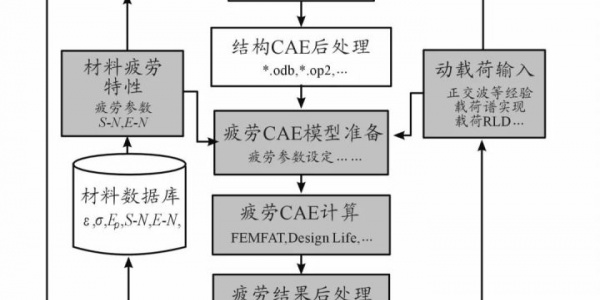
底盘件的结构耐久仿真分析涵盖了刚度、强度和疲劳耐久分析,整个工作流程如图1所示。可以看出,无论是刚、强度分析还是疲劳分析,都涉及载荷分解、材料特性获取、CAE模型准备、求解计算和后处理这5个关键步骤,其中的载荷数据、材料属性和几何模型是仿真分析的三要素[7]。
图1所示的结构耐久分析流程可以划分为载荷分解和有限元分析两部分工作。载荷分解是整个分析流程的起点,为后续工作提供了必要的输入。有限元分析根据用户实际使用情况制定相应的仿真工况,基于弹性力学、塑性力学、材料学、有限元以及疲劳耐久等理论开展仿真计算。
本文针对底盘件的载荷分解和有限元分析两部分开展研究。在载荷分解方面,基于多体系统动力学、二叉树、统计学等理论,利用Visual C++、Matlab等语言开发载荷提取、载荷后处理系统,满足工程师在载荷分解过程中的各种需求。在有限元分析方面,基于高等数学、空间矢量几何、计算机图形学等理论,利用Tcl/Tk语言,在Hyper-Works软件平台下建立有限元分析流程自动化系统,使建模、求解、后处理和生成分析报告的流程可以自动完成。整个自动分析系统的组成如图2所示。
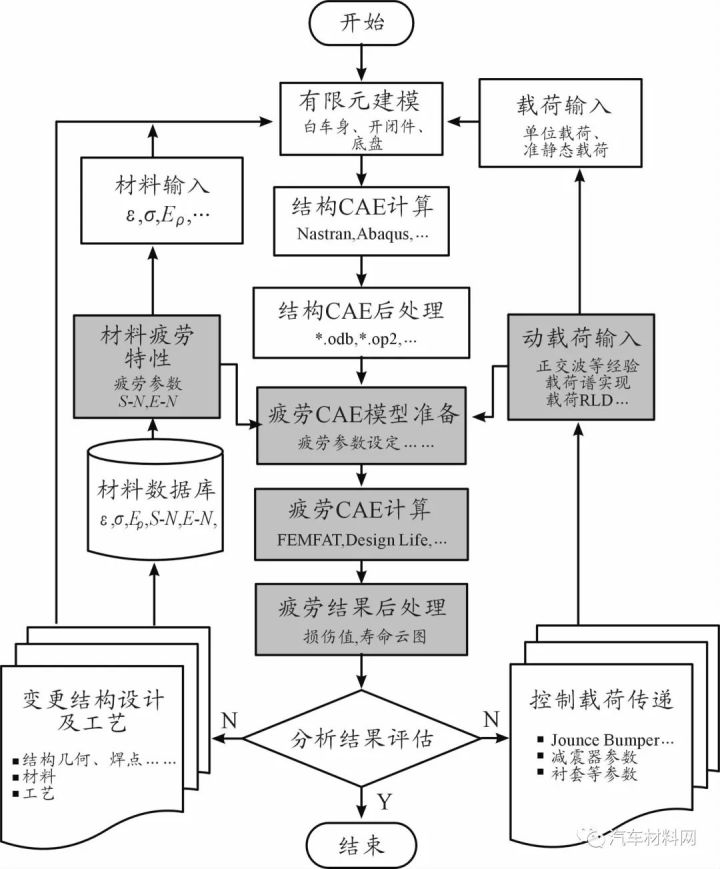
图1 结构耐久分析流程
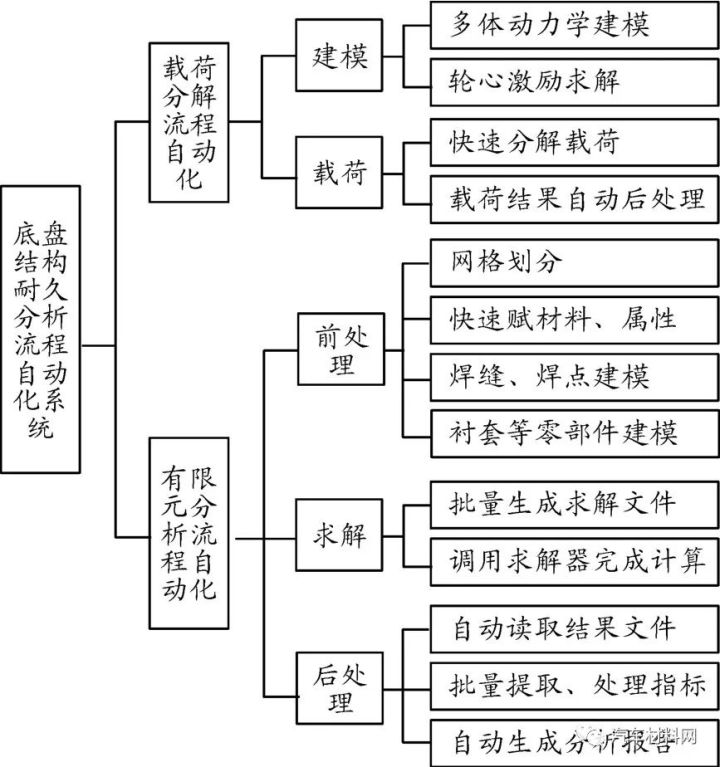
图2 底盘件结构耐久分析流程自动化系统组成
2 载荷分解流程自动化
2.1 载荷分解工况体系
常用的载荷分解方法主要有3种[8]:①基于经验工况的载荷分解方法,该方法是各主机厂经过多年的技术积累,逐渐形成的符合自身产品开发需求的经验工况体系,在制动、加速、转向等工况下,结合多体系统动力学模型完成零部件边界载荷的计算。伴随着开发经验的不断丰富,这些工况也被持续地完善和修正,最终与产品开发的设定目标具有较好的一致性;②虚拟迭代载荷分解方法,该方法需要建立除轮胎以外的整车多体动力学模型,以实测道路载荷谱为输入,通过迭代计算获取轮心激励,当弹簧位移、轮心加速度等目标变量与实测数据一致时,便可以提取零部件的边界载荷[9];③基于虚拟试验场的载荷分解方法,通过扫描实际路面、搭建整车多体系统动力学模型等步骤建立全仿真环境,进而开展载荷分解工作[10]。
基于经验工况的载荷分解方法不依赖于实测道路载荷谱,能在产品开发的早期便获得应用,本文主要采用该方法建立流程自动化系统。这种方法的本质是基于多体系统动力学理论,结合一定的经验系数,推导出车辆在不同工况下的轮心或接地点载荷,之后将其作为激励,输入给整车或子系统的多体动力学模型,最终获得各硬点处的载荷信息。例如,汽车转弯行驶时,其受力状态如图3所示,轮胎侧向力和垂向力如式1所示[11]。
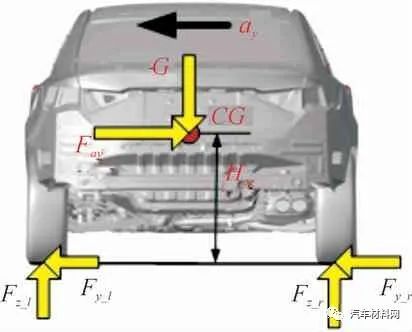
图3 汽车转弯时的受力状态

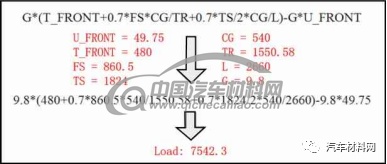
式中:Fz_l和Fz_r为左、右轮垂向力;Fy_l和Fy_r为左、右轮侧向力;m为整车质量;Hcg为质心距离地面的高度;ay为侧向加速度;μ为路面摩擦因数;g为重力加速度。以前悬架为例,基于式(1)计算的轮胎力,便可以提取转向节、控制臂、副车架等零部件的边界载荷[12],如图4所示。

图4 转向节边界载荷求解
本文集成了前悬架、后悬架、车身、动力总成等多个经验工况体系,部分工况如表1~3所示。
表1 前悬架载荷分解工况体系
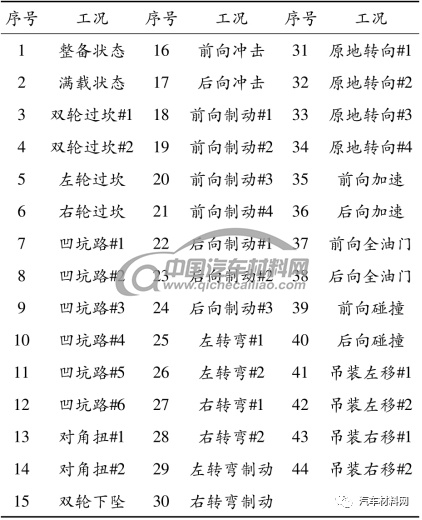
表2 后悬架载荷分解工况体系

续表(表2)
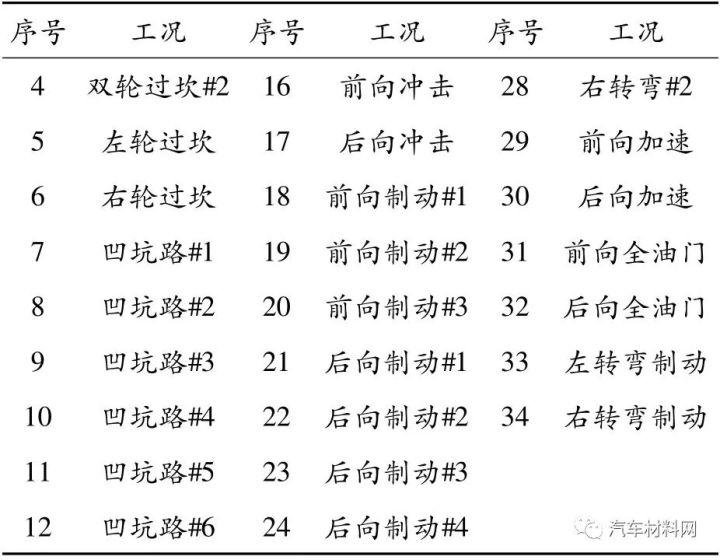
表3 车身载荷分解工况体系
2.2 批量建模及求解
2.2.1 基于二叉树理论的轮胎力自动求解
在基于经验工况的载荷分解体系中,每个工况下的轮胎六向力都对应不同的公式,可表示为一系列符号表达式。当分析不同的车型时,表达式中的参数都会相应改变,如图5所示。
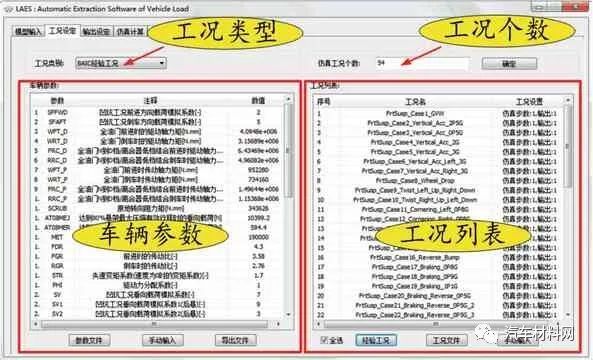
图5 工况选择及参数输入
针对不同的工况及参数,本文开发了自动解析表达式、求解轮胎六向力的算法。首先,根据用户的选择确定将要解析的符号公式;之后,将公式中的关键字替换为具体的车辆参数值,将符号表达式转化为数值表达式;最后,基于“二叉树”原理对完全由数值和运算符号组成的表达式进行求解[13],从而获得轮胎六向力,该过程如图6所示。
图6 符号表达式的自动解析
除了现有工况的解析外,本文还提供了扩展功能。工程师可利用符号表达式自主编写必要的公式,载荷分解自动化系统可对其进行自动解析。
2.2.2 批量生成模型文件及求解
由于经验工况体系包含几十个工况,手动建模的工作量极大,所以本文在深入研究ADAMS文件格式和求解过程的基础上,开发了批量建模及求解的算法[14]。图7所示为ADAMS模型文件中的轮胎六向力加载位置,后缀名为adm,图8所示为每个adm文件对应的仿真控制文件,ADAMS求解器会调用这一中间文件来完成计算。
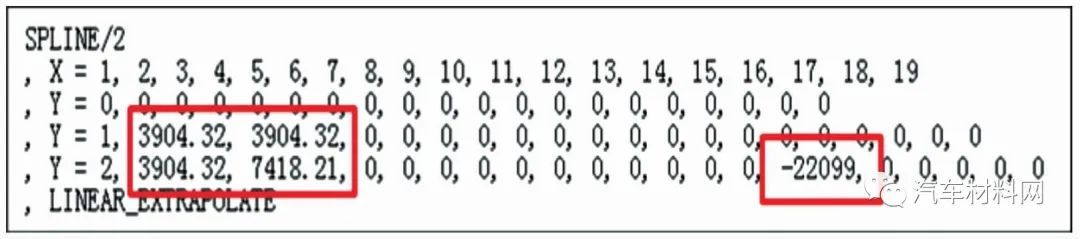
图7 模型文件中的轮胎六向力
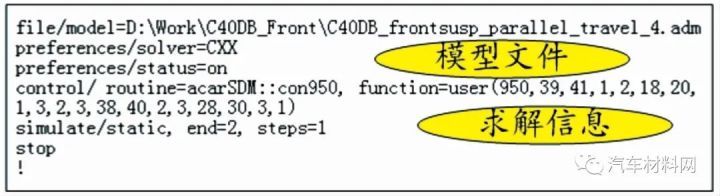
图8 仿真控制文件
2.3 载荷变换及格式调整
2.3.1 载荷矢量坐标变换
载荷分解流程自动化系统的计算结果默认表达在相应部件的局部坐标系下,但是由于有限元模型通常都以大地坐标系作为参考,所以CAE工程师希望将载荷结果转化到初始姿态与大地坐标系保持一致的坐标系下,如图9所示。
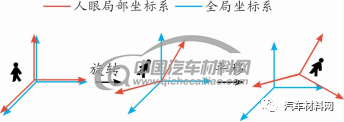
图9 载荷结果的坐标变换
本文从ADAMS计算结果中读取局部坐标系下的载荷矢量,之后基于空间坐标变换原理[15],将局部坐标系下的载荷矢量转化到大地坐标系下。设某一部件的本体坐标系BXYZ相对于大地坐标系TXYZ的313欧拉角为[φ,θ,ψ],则BXYZ坐标系相对于TXYZ坐标系的方向余弦矩阵为


2.3.2 载荷文件格式调整
除了坐标系问题外,ADAMS生成的载荷文件格式往往与有限元前处理软件不一致,这就需要载荷分解工程师或者有限元分析工程师对其进行调整。该过程费时费力且易出错,本文开发的系统可以自动完成载荷文件的格式调整[16],如图10所示,所有数据都占用8位,可以与有限元软件无缝对接。

图10 重新调整后的载荷文件
2.4 载荷结果自动校核
2.4.1 载荷极值点统计分析
当载荷分解工程师得到一组数据后,往往需要获取结果中的某些统计信息,例如载荷数据在不同区间段内的分布情况。以悬架缓冲块的垂向载荷数据为例,工程师需要判断载荷值在0~1 000 N、1 000~2 000 N、2 000~3 000 N等几个区间段内分别有多少个。当统计结果出现较大异常时,就可以驱动工程师重新检查模型或者仔细校验载荷数据,防止错误的载荷对CAE计算产生影响。为此,本文开发了载荷区间分布统计的自动化程序,如图11所示。
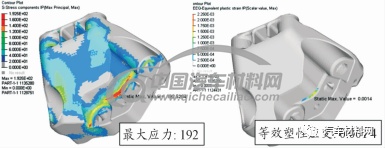
图11 载荷频次统计示意图
图11中,批量读取用户指定的载荷文件后,采用判断数据点两端斜率是否异号的方式寻找数据的极值点,进而按照设定的区间完成统计。
2.4.2 不同车型载荷结果对比分析
除了载荷值在不同区间段内的频次信息外,工程师还需要对比在研车型与对标车型在相同硬点位置的载荷。例如,同样采用麦弗逊悬架的两款车型,需要对比其转向节、下控制臂等节点位置的载荷数据,如果数据出现较大差异,则需对模型进行检查,防止异常数据影响CAE分析结果的准确性。
为了快速完成上述工作,本文开发了载荷结果对比程序。用户在指定两款车型的载荷文件后,程序会自动搜索2个文件中的对应硬点的载荷值,然后批量地完成所有工况下的载荷结果对比,如图12所示。
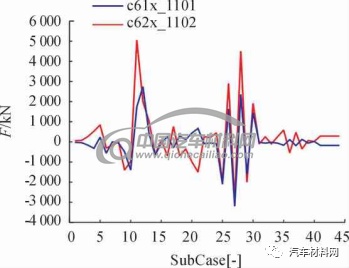
图12 载荷结果差异统计结果
图12中,横坐标为工况号,纵坐标为轮心侧向力。可以看出,在12、13、21、26、28这几个工况中,载荷结果有一定的差异,但差异值都在合理范围,故可以判断是模型不同产生的正常结果。
3 有限元分析流程自动化
3.1 底盘焊缝自动建模
与车身、开闭件的网格划分不同,底盘件的焊缝需要用二维四边形单元表征,如图13所示。这样做的目的是保证底盘件刚度、强度及疲劳分析精度。正是这种特殊需求的存在,使得底盘件的网格划分无法批量进行,需要工程师首先在焊缝连接的2个部件上分别建立焊缝线,然后在完成母材网格划分的基础上,手动添加表征焊缝的二维单元。

图13 底盘件焊缝模型
本文针对上述问题,开发了底盘零部件自动画网格工具。为了实现快速建立母材及焊缝网格的目标,程序自动完成如下步骤:首先基于焊缝的几何标示(圆筒状的曲面),自动识别与焊缝曲面相交的部件,确定2个部件的连接情况,如图14所示;在识别出焊缝相连的两个部件后,程序在对应母材上分别建立表征焊缝线的共享边和自由边,如图15所示;基于图15中建立的焊缝线,自动建模工具首先计算线的长度,之后每间隔5 mm建立1个硬点(理想网格尺寸为5 mm),如图16所示;最后利用批量画网格模块快速建立除焊缝以外的母材网格,并通过焊缝线上的硬点找到2个母材之间对应的网格节点,将节点连接后,便形成零部件之间的焊缝单元,如图17所示。
图14 焊缝连接信息的自动识别情况
图15 自动建立的焊缝线
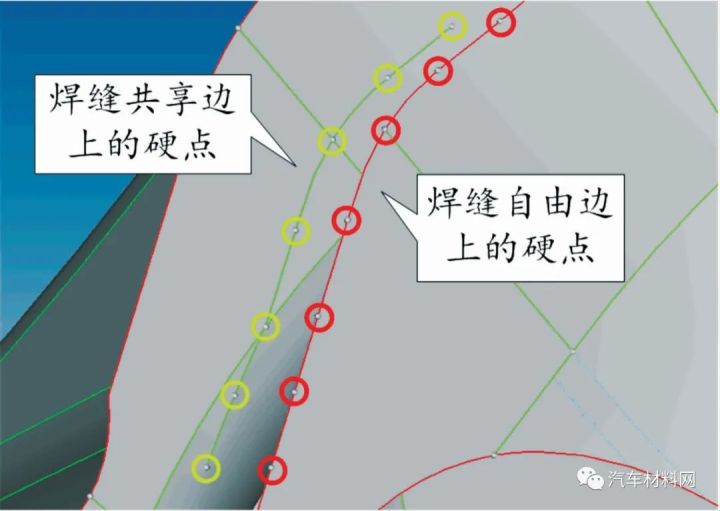
图16 焊缝线上的硬点
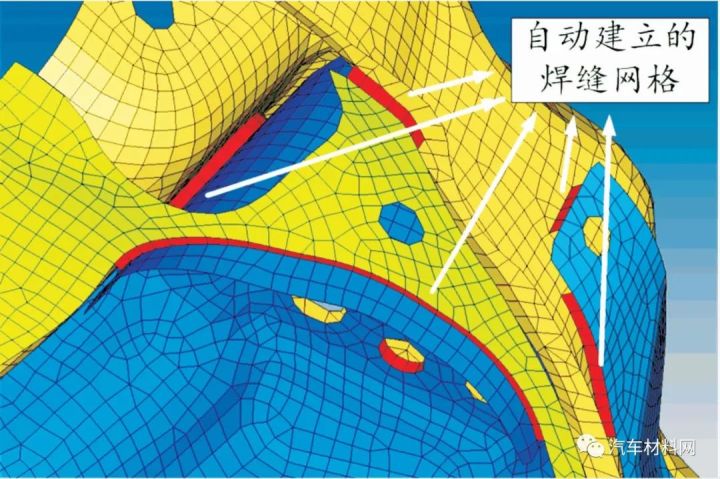
图17 自动建立的焊缝网格
图17所示为某车型的后拖曳臂网格模型。可以看出,大多数的焊缝网格都可以按照二维四边形单元的要求被建立出来。
3.2 基于视图变换理论自动截图
在分析报告中,模型中最差的单元应放置在最明显的地方,以方便评审及分析。这些操作都是通过分析人员手动调整截图视角来完成,效率较低。为此,本文基于三维空间视图变换原理[17],开发了自动调整模型的姿态、使位移云图的显示角度自动符合分析报告要求的算法,视角转换原理如图18所示。
图18 视角转换原理
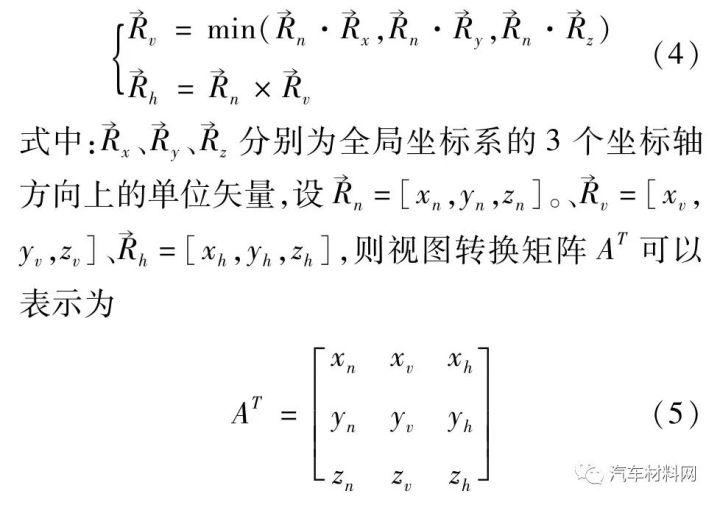
本文开发的分析工具会首先基于后处理软件获取结果最差的单元及其id号,同时得到该单元周边小范围内的平均法向量→Rn作为视图局部坐标系的第1轴;之后利用向量点乘运算获取全局坐标系中与该矢量夹角最大的单位向量→Rv,作为局部坐标系的第2轴;基于此将→Rn和→Rv进行叉乘运算得到→Rh,作为局部坐标系的第3轴,从而获得视图转换矩阵。利用视图转换原理,可以自动调整模型姿态,使结果最差的单元正对屏幕显示,在此基础上截取的云图可以直接作为分析报告中的图片。该计算过程见式(4)所示。
以前副车架极限强度分析为例,模型中的最大位移是需要关注的对象之一。采用上述算法获得的截图如图19所示,可以看出,位移最大的单元已经被调整为指向屏幕外。
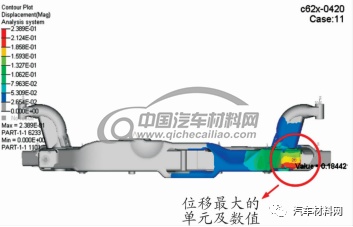
图19 前副车架自动截图效果
3.3 自动后处理
3.3.1 自动读取结果
当分析工况较多时,研发人员需要逐个读取计算结果,导致工作量较大。本文开发了针对不同工况及求解类型的自动读取结果的程序,包括位移、应力、应变以及寿命等,这里以底盘件的疲劳分析为例进行简要介绍。
根据规范,母材及焊缝边缘热影响区的疲劳分析结果需要被分别读出,前后悬架对应的疲劳工况分别有30和22个,所以母材及焊缝的结果文件各有60和44个,且每个工况对应的寿命门限值各不相同。本文开发的自动工具会分别读取母材及焊缝的疲劳结果文件,获取各单元的疲劳寿命值后,自动找出寿命最小的位置,同时筛选出不合格的单元及寿命值,将其保存到表格中,如图20所示。
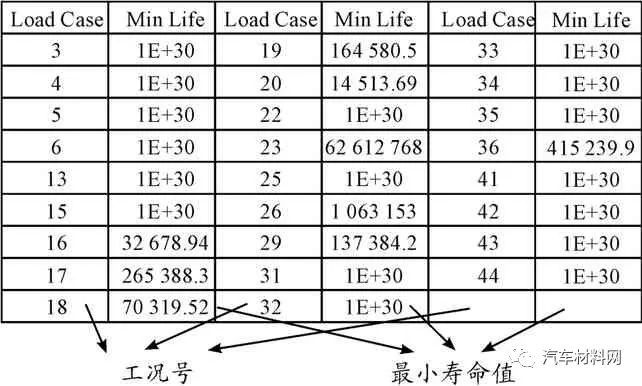
图20 疲劳寿命后处理结果
3.3.2 自动生成报告
本文基于Visual Basic script语言,编写了调用Excel和Powerpoint等自动生成分析报告的代码,可以按照固定的模板,将指标、图片等直接写入指定的位置,从而快速形成分析报告,如表4所示。
表4中,表格中的结果为前转向节各安装点的变形及刚度值,对于不合格项,将自动标红。
4 分析效率对比及工程应用
4.1 分析效率对比
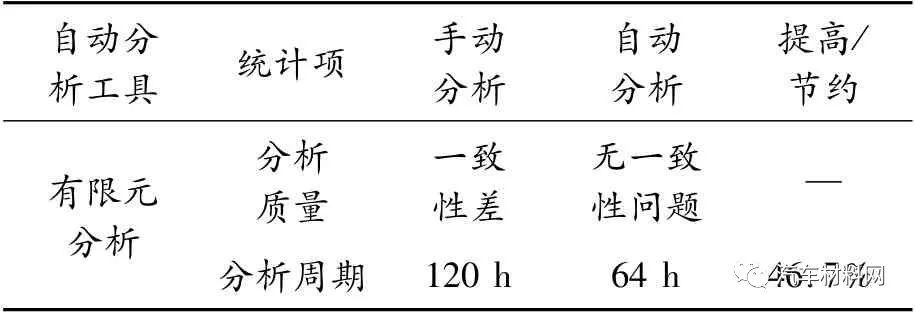
本节对底盘结构耐久自动分析系统的效果进行说明,主要围绕分析效率和结果一致性两方面加以评价。载荷分解部分涉及计算和后处理,如表5所示。有限元分析部分由于包含的分析项较多,所以这里给出平均统计结果,如表6所示。表中的数据来源于某款车型的一轮分析过程。
如表4、5所示,载荷分解流程自动化和有限元分析流程自动化可以大幅度提高工作效率、缩短开发周期、降低人力成本。对于载荷分解工作来说,求解和校核的流程自动化系统可以将工作效率提高约91%(2部分提升的效率取平均值);对于有限元分析工作来说,工作效率约提高47%(多个分析项的工作效率提升值取平均)。
除了工作效率的提升外,流程自动化系统可将分析规范和参数设置方法加以固化,降低分析出错率的同时彻底规避不同工程师由于操作不同所产生的结果不一致的问题,大大提高了分析结果的准确性。
表4 转向节刚度分析结果
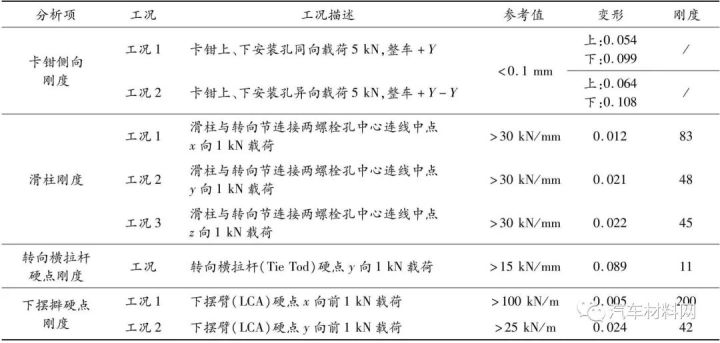
表5 载荷分解自动系统效果
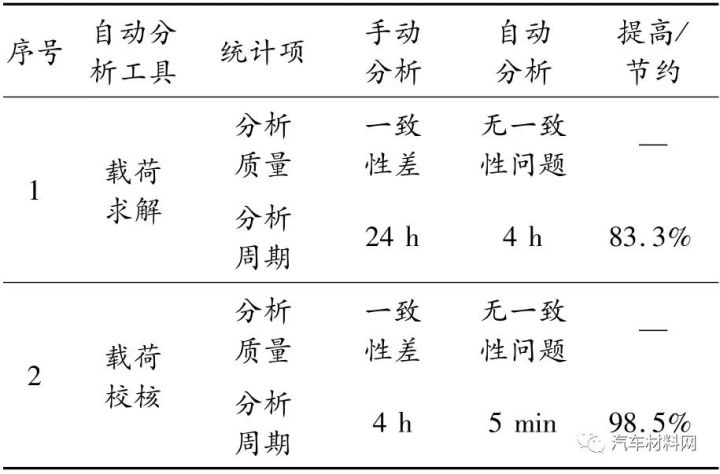
表6 有限元分析自动化系统效果
4.2 某车型动力总成悬置支架优化
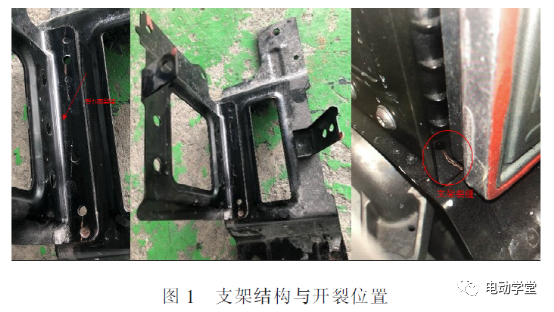
经验工况在悬置、底盘、车身等零部件的结构耐久分析中获得了广泛应用。如图21所示,某车型在实车试验中出现了左侧动力总成壳体开裂和螺栓松动的情况。
为了防止壳体开裂,在原有三螺栓的基础上增加1处螺栓连接,如图22所示。
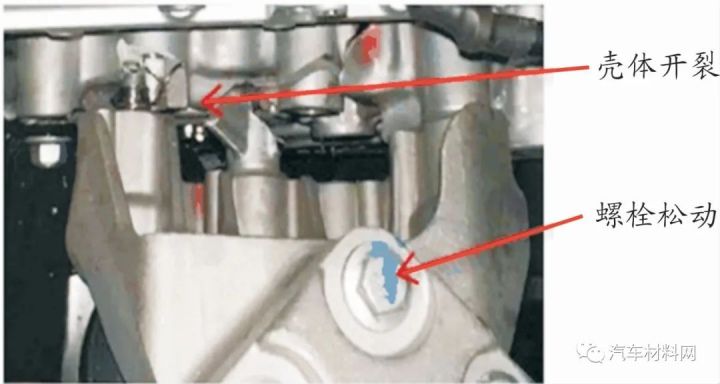
图21 悬置支架上的螺栓松动现象
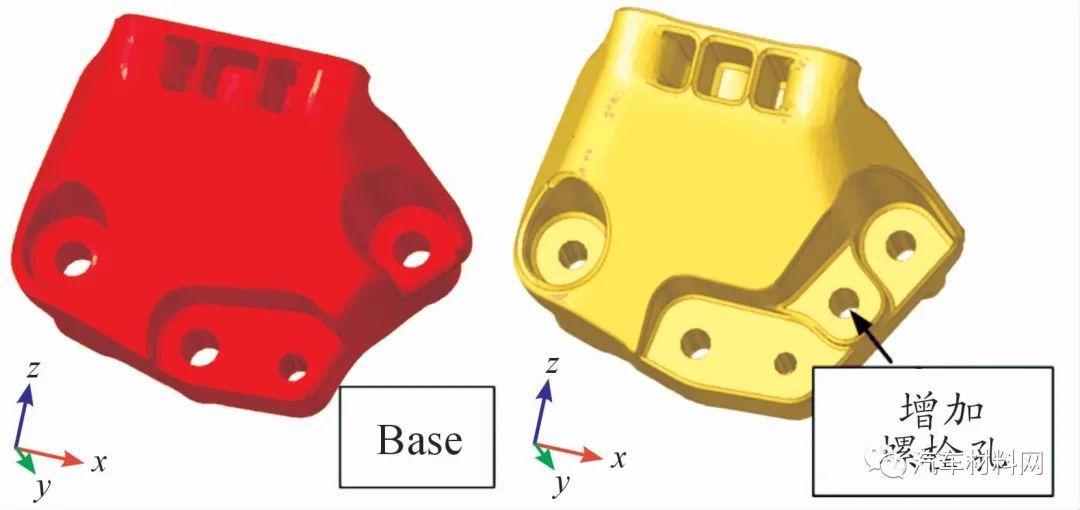
图22 增加螺栓孔后的数模
基于发动机动力总成悬置工况,利用本文开发的载荷分解自动化系统得到的左侧悬置载荷如表7所示。在该载荷作用下,悬置件的最大应力值超过了屈服极限,同时等效塑性应变也超过了许用门限值,故需要进行优化[18]。
利用有限元自动分析系统,先后经过7次优化改进后发现,悬置支架背面的加强筋对结构强度的分析结果影响最大,故通过改变该位置的结构来使强度达标,如图23所示。
表7 极限工况下悬置支架载荷

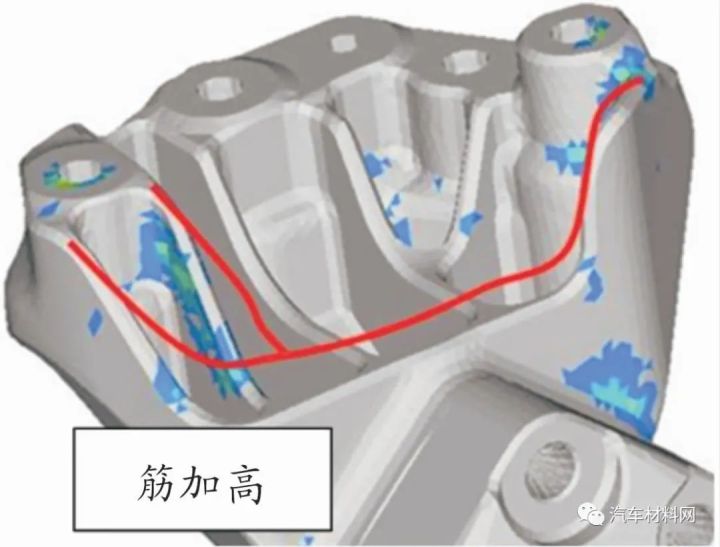
图23 悬置支架的优化部位
图24所示为最终优化方案的应力和等效塑性应变图。由于该工况为极限工况,故设计时认为如果部件应力超过屈服,但是等效塑性应变小于0.002,仍然为达到要求。
这里介绍的动力总成悬置优化过程中,由于工程开发周期的限制,需要尽快给出优化方案。本文利用自动分析系统,在约10 d的时间里进行了7次方案更新和优化,有效支撑了方案的快速整改,而如果完全通过手动操作,则难以完成。
图24 优化后的悬置支架
5 结束语
本文针对汽车底盘件结构耐久分析中存在的指标数量众多、人工操作繁琐复杂等问题,提出了载荷快速求解、结果批量转化、网格自动划分、快速后处理及生成分析报告等算法,建立了底盘结构耐久自动分析系统。
所开发的流程自动化系统可以极大地提高分析效率、缩短开发周期。与传统手动操作相比,载荷分解的效率可以提高91%,有限元分析的平均效率可以提高47%。该系统使研发人员能将更多的精力投入到产品设计方案的改进上,在相同的时间内完成更多轮次的迭代和优化,有利于提高产品品质和市场竞争力。与此同时,使用者只需通过简单的点击鼠标等操作,便可自动完成分析流程中的一系列工作,最终按照固定的模板生成分析报告,降低手动操作量的同时规避了人为因素造成的错误,使分析结果的一致性得到充分保证。而工作任务的简化,还可以降低分析门槛,使经验尚不丰富的工程师同样完成高质量的分析。
参考文献:
[1] Wisdplat Software Technology Limited.Application of CAE redevelopment technology[R].2013.
[2] 王超.面向汽车设计的CAE流程自动化系统开发及结构优化研究[D].长沙:湖南大学,2013.
[3] 苏占龙,王霄,刘会霞,等.汽车覆盖件CAE抗凹分析流程自动化系统研究[J].机电工程,2015(32):196-205.
[4] 丁涛,胡铭旭,朱镜齐.基于Hypermesh的客车侧翻分析自动化流程开发[J].客车技术与研究,2016(3):10-12.
[5] 张世友.乘用车悬架有限元分析及流程自动化[D].重庆:重庆理工大学,2016.
[6] 吴小杰,王彦伟,刘维玮,等.基于几何区域标记的CAE自动化分析流程实现[J].计算机工程与设计,2017(38):258-264.
[7] 苗冬梅.基于车辆系统动力学建模仿真的整车疲劳动载荷分析研究[D].长春:吉林大学,2017.
[8] 周泽.基于真实路谱重现的虚拟台架及汽车疲劳寿命预测研究[D].长沙:湖南大学,2013.
[9] SAKAIY,WATANABE I,NAKAMARU T.Road-load input contribution analysis for suspension durability using a multi-axial road simulator[Z].SAE Paper 2008.
[10]CHAPPUISH V,MAVROSG,KING P,et al.Prediction of impulsive vehicle tyre-suspension response to abusive drive-over-kerbmanoeuvres[J].Proceedings of the Institution of Mechanical Engineers,Part K:Journal of Multibody Dynamics,2013(227):133-149.
[11]郭孔辉.汽车操纵动力学原理[M].南京:江苏科学技术出版社,2011.
[12]MORE R,VACHHANID,RAVAL C.Durability prediction of rear engine bus using virtual proving ground road loads[Z].SAE Paper,2015.
[13]PRATA S.C++Primer Plus[M].USA:Sams,2015.
[14]卢松涛,雷凯,商显扬.基于ADAMS二次开发软件的星箭分离分析平台研究[J].系统仿真技术,2013(9):219-223.
[15]刘延柱,潘振宽,戈新生.多体系统动力学[M].2版.北京:高等教育出版社,2014.
[16]AZIZ E S,CHASSAPISC.Comparative analysis of toothroot strength using stress-strength interference(SSI)theory with FEM-based verification[J].International Journal on Interactive Design and Manufacturing,2014(8):159-170.
[17]PETER A K.Fundamentals of computer graphics[M].third edition.USA:CRC Press,2009.
[18]郭绍良,李进超,熊飞,等.基于整车误用工况的发动机悬置支架结构优化研究[J].汽车工程,2016(38):1220-1226.
来源:期刊-《重庆理工大学学报(自然科学)》;作者:
田 磊1,2,张立玲1,黄 黎1,韩 东1,喻 炜1
(1.北京汽车股份有限公司 汽车研究院,北京 101300;2.吉林大学 汽车仿真与控制国家重点实验室,长春 130022)
来源:汽车材料网